Während die Massenfertigung im Kraftwagenbau schon
verhältnismäßig früh einsetzte, musste die Flugzeugindustrie
die Fertigung der bewährten Baumuster in Großserien -
abgesehen von einigen Anläufen in den frühen Jahren - im
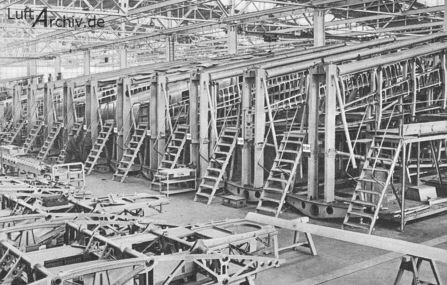
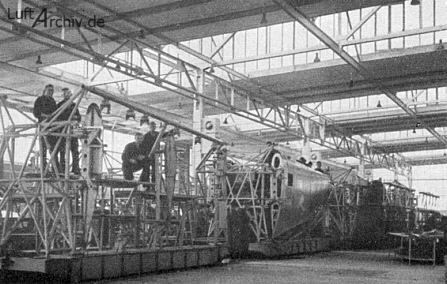
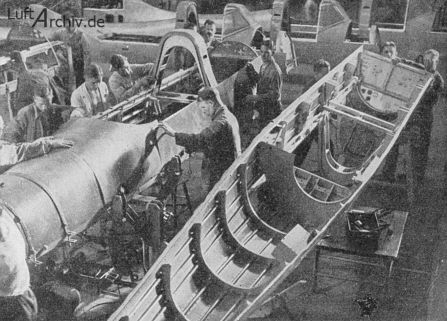
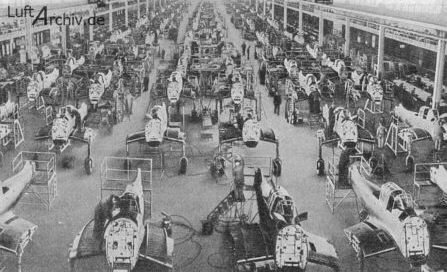
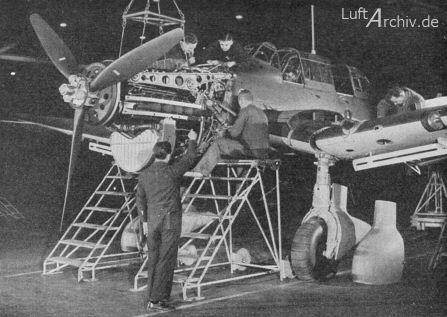
allgemeinen innerhalb kürzester Zeit aufbauen (Alle Grafiken
auf dieser Seite stellen die Entwicklungsstufen im Reihenbau
dar). Es lag nahe, dafür nach Vorbildern in der Technik zu
suchen und dabei an den Kraftwagenbau zu denken. Wenn sich,
daher auch Flugzeug- und Kraftwagenbau rein äußerlich
ähnlich sein mögen, so können sie doch nicht ohne weiteres
miteinander verglichen werden. Ein Flugzeug ist nach
metallurgischen, aerodynamischen, dynamischen, statischen,
fertigungstechnischen und militärischen Gesichtspunkten
gebaut und vereinigt so wie wohl kaum ein anderes
technisches Erzeugnis fast alle Zweige neuzeitlicher
Ingenieurkunst in sich. Aber während der Kraftwagen z.B.
auch ohne Arbeit des Motors von der Erde getragen wird muss,
um das Flugzeug in der Luft auf gleicher Höhe zu erhalten,
ständig Energie aufgewandt werden. Doch zunächst in
folgender Zusammenstellung, die Beschäftigen in der
deutschen Flugzeugindustrie (leider unvollständig, da
fehlender Quellen):
| Hersteller |
1935 |
1938/39 |
1944/45 |
| Junkers Motoren- und Flugzeugwerke |
9500 |
25.000 |
165.000 |
| Dornier |
7.000 |
14.100 |
22.000 |
| Heinkel |
7.600 |
18.300 |
50.000 |
| Focke-Wulf |
3.200 |
35.000 |
40.000 |
| Weserflug |
? |
10.000 |
30.000 |
| Blohm und Voss |
? |
3.300 |
5.500 |
| Messerschmitt |
? |
27.300 |
44.000 |
| Arado |
? |
14.100 |
31.000 |
| Fieseler |
? |
? |
? |
| Henschel |
? |
3700 |
8900 |
| Siebel |
? |
? |
? |
| Gotha |
? |
? |
? |
| Klemm |
? |
? |
? |
|
 |
|
|
|
|
| Motorflugzeuge in Serienfertigung |
|
|
|
Den motortechnischen Fragen kommt daher im Flugzeugbau eine
bedeutend größere Rolle zu als im Kraftwagenbau. Daher sind die
Anforderungen an die Zuverlässigkeit des Triebwerkes und damit
auch an dessen Herstellung bedeutend höhere. Außerdem arbeitet
der Flugmotorenbau mit höchsten Grenzwerten, wie sie wohl sonst
kaum in der Technik gefordert werden: der Motor eines
Personenkraftwagens verfügte damals höchstens über 120 PS, die
Flugmotoren dagegen hatten die 1000 PS Grenze längst
überschritten. Flugzeug und Flugmotor stellen daher ebenso
komplizierte wie empfindliche Organismen dar, die ihren eigenen
Gesetzen folgen und für ihre Herstellung Vorrichtungen,
Fertigungsverfahren, Meßmethoden und Hilfsmittel erfordern, für
die es in, der Technik kaum Vorbilder gibt. Nirgendwo sonst muss
wie hier jedes Einzelteil bei kleinstmöglichen Dimensionen und
geringstem Gewicht hohen und höchsten Kräften gewachsen sein,
müssen Passungen und Toleranzen von höchsten Gütegraden
eingehalten werden. Jeder hervorgestandene Niet, jede Unebenheit
in der Beplankung kann im Fluge aerodynamisch ungünstige Folgen
haben und die Leistungen beeinflussen.
Ist so der Bau schon eines einzelnen Flugzeuges mit im
Kraftwagenbau unbekannten Bedingungen und Schwierigkeiten
verbunden, so muss man es als eine der größten Leistungen
deutscher Organisationskunst bezeichnen, derart komplizierte und
empfindliche technische Erzeugnisse für die Großreihenfertigung
reif gemacht zu haben. Dieser Großreihenfertigung liegt ein
System zugrunde, das sowohl stückzahlmäßig als auch zeitlich
nach genau festgelegten Planungen arbeitet und bei kürzestem
Durchlauf des Werkstoffs und gleichzeitiger kleinster
Rauminanspruchnahme eine möglichst große Ausbringungsstückzahl
und damit die wirtschaftlichste Erzeugung gewährleistet. An der
Entwicklung dieses Systems, als 'Taktverfahren' bezeichnet,
haben die Junkers-Werke entscheidenden Anteil. Die
außerordentlich große Bedeutung dieses 'Taktverfahrens' für die
deutsche Luftrüstung dürfte einen kurzen Überblick über seine
geschichtliche Entwicklung rechtfertigen. In den
Anfängen des Flugzeugbaues gab es noch keine
fertigungstechnischen Probleme. Im Vordergrund standen damals
vor allem die Gesichtspunkte der Aerodynamik und der Statik,
kurz, die Sorge, ob die Flugzeuge überhaupt flogen und ob sie
festigkeitsmäßig den gestellten Anforderungen gewachsen waren.
Die Methoden der Fertigung waren dagegen noch rein handwerklich,
äußerst primitiv und unentwickelt, der Begriff 'Massenfertigung'
noch völlig unbekannt. Erst der 1.Weltkrieg stellte die deutsche
Flugzeugindustrie zum ersten Male vor die Aufgabe, bestimmte
Muster für den Reihenbau reif zu machen und diesen dann
durchzuführen.
In den Jahren 1917/18 wurde bei den Junkers-Werken das Muster J
4, ein gepanzertes Infanterieflugzeug, in Reihen gebaut. Dieser
Reihenbau wurde damals erstmalig durch die Unterteilung der
Fertigung in einzelne Baugruppen sowie durch die Heranziehung
fremder Industriezweige für den Einzelteilbau und die erste
Verwendung von Baulehren und Vorrichtungen nach wirtschaftlichen
Gesichtspunkten organisiert. Wenn die zu jener Zeit gebauten
Serien auch nach damaligen Maßstäben nicht allzu groß waren, so
konnte Junkers auf diese Weise doch schon ziemlich früh die für
die weitere Arbeit erforderlichen Erkenntnisse in der Fertigung
hereinholen. Das von Junkers in den Jahren 1919/20 und später
gebaute Muster F 13, das erste reine Verkehrsflugzeug der Welt,
war dann berufen, erste Anregungen zur Rationalisierung des
Großreihenbaues von Flugzeugen zu geben. Gerade dieses Muster
war - weit vorausschauend - in seinen konstruktiven Anlagen
geradezu für den Reihenbau geschaffen. Aus allen Erdteilen kamen
dann auch Aufträge auf dieses Muster, mit dessen Einsatz der
damalige Weltluftverkehr begann. Junkers musste also die F 13 in
größeren Serien herstellen, und zwar zeitweise bis zu 60 Stück
im Monat. Diese Fabrikation, die damals zweifellos eine
Großfertigung war, wurde nach einem so genannten 'Baumusterplan'
gestaltet, mit dessen Hilfe es möglich war, in genau
festgesetzten Zeitabschnitten eine festgesetzte Anzahl von
Flugzeugen herauszubringen.
Zu diesem Zwecke wurde die Aufteilung der Arbeitsvorgänge mit
Zeitbestimmung recht weitgehend organisiert. Die Endmontage z.B.
war in sechs Phasen gegliedert und wurde an sechs Arbeitsstellen
mit festen Baugerüsten durchgeführt. An jeder dieser Stellen
arbeitete jeweils eine mit einer ganz bestimmten Arbeit
beschäftigte Kolonne. Nach Erledigung dieser Arbeit, d.h. nach
einer bestimmten Zeit, der so genannten 'Fortschrittszeit',
wechselte die Kolonne zur nächsten Arbeitsstelle hinüber, um
dort wieder die gleiche Arbeit auszuführen. Die in der Montage
befindlichen Flugzeuge dagegen blieben an Ort und Stelle stehen.
Wir haben also bereits hier die Tatsache einer weitgehenden
Arbeitsteilung, bei der Spezialkolonnen jeweils immer nur ein
bestimmtes Teilpensum der Montage an jedem Flugzeug zu
verrichten hatten. Diese Methode hatte also bereits weitgehende
Ähnlichkeit mit der heutigen fließenden Flugzeugfertigung nach
dem damaligen Taktverfahren. Mit ihrer Hilfe war es damals
möglich, alle 9 Stunden ein fertiges, einsatzfähiges Flugzeug
herauszubringen. Fertigungstechnisch konnten dabei große
Erfahrungen gesammelt werden. Die für die damalige Zeit
bedeutende Aufgabe eines Reihenbaues konnte außerdem so straff
organisiert werden, dass dem Werk noch genügend Möglichkeiten
zur Entwicklung neuer Flugzeugmuster blieben. Diese Methoden der
Fertigung, die von Jahr zu Jahr verbessert und ergänzt wurden,
standen im Bereich des vielfältigen Junkers-Konzerns nicht
vereinzelt da.
Eine Nebenproduktion von Apparaten und Geräten war um das Jahr
1926 bereits so fortentwickelt, dass sie mit Hilfe von
Fließbändern, die in einem bestimmten zeitlichen Rhythmus
weiterliefen, durchgeführt werden konnte. Hierbei finden wir
auch im Bereich des Junkers-Konzerns zum ersten Male die
einzelnen Stufen dieser uhrwerkmäßigen Fertigung als 'Takte'
bezeichnet. Von hieraus fand diese Bezeichnung später Eingang in
den Junkers-Flugzeugbau. Dieser hatte inzwischen den Reihenbau
des Musters Junkers W 33/34 aufgenommen, mit dem bekanntlich
1928 der erste Ozeanflug in Ost- West Richtung durchgeführt
wurde. In den USA zeigte man sich damals nicht abgeneigt, dieses
Muster in Großreihe in Lizenz zu nehmen. Zur Vorbereitung dieser
in Amerika zu erwartenden Massenfertigung der Junkers W 33/34
wurde von Junkers noch im gleiche Jahre ein allen damalige
Anforderungen entsprechendes 'Programm' ausgearbeitet und
entwickelt, das im wesentlichen bereits alle Merkmale der
Großreihenfertigung trug. Wie es schon immer eine Eigenart der
Junkers-Werke gewesen war, nicht bloß zu bauen, sondern im
großen Umfange auch Forschung zu betreiben, so wurden hierbei
die wirtschaftlichsten Methoden der Planung und Fertigung fast
wirtschaftlich erforscht und festgelegt.
So wurden wertvolle Vorarbeiten geleistet, die später als
Grundlagen für die mit der deutschen Aufrüstung verbundenen
Massenfertigung dienen konnten und schließlich zum
'Taktverfahren', dem Reihenbau in höchster Vollendung, führten.
Als Junkers einige Jahre später die Ju 52/3m herausbrachte und
dieses Muster von der Lufthansa in größeren Stückzahlen in
Auftrag bekam, konnte .bei der Fertigung auf die schon im F
13-Baumusterplan grundgelegte Methode aufgebaut werden, die
lediglich dem fortgeschrittenen Stand der Technik angepasst zu
werden brauchte. Denn inzwischen hatte die Entwicklung der
Flugzeuge ungeahnte Fortschritte gemacht. Aus verhältnismäßig
einfachen Bauobjekten waren hochgezüchtete Maschinen geworden,
die im Aufbau von Zelle, Triebwerk und der Vielzahl der
Einbauten an die Beherrschung und Organisation einer
wirtschaftlichen Fertigung noch kompliziertere und schwierigere
Anforderungen stellten. Als schließlich nach der Machtergreifung
die deutsche Luftfahrtindustrie vor die bisher ungekannte
Aufgabe: 'Flugzeuge in Großserien-Massenfertigung' gestellt
wurde, konnten die Junkers-Werke, daher als Grundlage hierfür
einen reichen Schatz an Vorarbeiten und Erfahrungen mitbringen.
Die in Auftrag gegebenen Großserien machten es nötig, das bisher
von Junkers entwickelte Fertigungsverfahren, das man 'Takten'
nannte, noch besser und wirtschaftlicher zu gestalten und neue
Einrichtungen für, den Serienbau zu entwickeln.
Das Junkers-Fertigungsverfahren sah nunmehr so aus: Die großen
Bauteile und das Flugzeug selbst werden in der fließenden
Fertigung über eine 'Taktstraße' durch hintereinander
geschaltete Arbeitsplätze bewegt. Bei jedem Arbeitsplatz muss
nach einem festgelegten Arbeitsplan in einer festumrissenen
Zeit, der 'Taktdauer', eine Vielzahl von Arbeitsgängen an dem
jeweiligen Bauteil erledigt sein. Am neuen Arbeitsplatz
übernimmt die neue Gruppe dasselbe Werkstück und bringt es
seiner Fertigstellung wieder einen ganz bestimmten Schritt
näher. So entsteht durch die Wanderung der Bauteile innerhalb
einer plan bestimmten Zeit die 'Flugzeug-Großreihenfertigung auf
die Minute'. Durch Lockerung oder Verdichtung des Taktrhythmus
ist es möglich, die zahlenmäßige Herstellung der Maschinen zu
regulieren - je nach Bedarf und Anforderung der Auftraggeber.
Mit diesem Verfahren hat Junkers außerordentliche Erfolge
erzielt, die sich vor allem in der Wirtschaftlichkeit der
Fertigung und der Erhöhung des Bautempos, in der Verringerung
der Durchlaufzeiten und der durchgreifenden Erziehung der
Belegschaft zur höchsten Termintreue und Qualitätsarbeit
ausgewirkt haben. Selbstverständlich sind immer wieder
konstruktive, betriebliche und organisatorische Verfeinerungen
durchgeführt worden. Sämtliche Werke des Junkers-Konzerns sowie
alle größeren Werke der übrigen Luftfahrtindustrie arbeiteten in
sich und auch untereinander nach diesem 'Taktverfahren' und
gewährleisten damit diejenige Großreihenfertigung von
Flugzeugen, Flugmotoren und Luftschrauben, die die deutsche
Luftwaffe für ihren Einsatz brauchte.
|